如何表面处理
梦能涂料学院为您提供全面的涂装前表面处理知识。在这里,您将学习到如何正确地清洁、除锈、去油和打磨,以确保涂层的附着力和耐久性。您还会了解到不同材质表面的特定处理方法,以及如何选择合适的表面处理化学品和技术。通过这些课程,您将掌握提升涂装效果和延长涂层寿命的关键技能。

-
-
涂装施工的表面处理意义重大,它确保涂层与基材的牢固结合,提高涂层的耐久性和保护性能。通过清除基材表面的油脂、锈蚀、旧漆膜等杂质,可以避免涂层起泡、脱落等问题,延长使用寿命。同时,表面处理还能消除不平整,为涂层提供一个平滑均匀的基底,提升涂层的外观质感和整体性能。简而言之,良好的表面处理是涂装施工成功的关键。
表1:表中各种因素对涂膜寿命的影响
因素 影响程度(%) 钢材表面除锈处理 50% 膜厚(涂装道数) 19% 涂料种类 5% 其他因素(工艺、环境、气候等) 26% 结构处理
对于底材本身必须进行一定的处理,如锐边的打磨、侧角的磨圆、飞溅的去除、焊孔的补焊和磨平,这些问题对于涂层的完整性,附着力有很大影响,所以必须在除锈前要进行处理。
表面清理
除去表面上对涂料有损害的物质,特别是氧化皮、铁锈、可溶性盐、油脂、水分等,如果表面处理不彻底,残留杂质污物将影响涂层的保护效果。
表面粗糙度:
表面粗糙度增大了对涂层接触表面,并有机械接合作用,提高涂层对底材附着力,但粗糙度不能过大,否则在波峰处往往会引起油漆膜度不足,引起早期点蚀,而且在较深的凹坑里截留气泡,成为涂层鼓泡根源。
- 表面处理标准
-
在判断表面处理的程度时,我们要引用很多的标准。在实际工作中经常会遇到的表面处理标准主要有国标、ISO以及北美标准。
国家标准GB/T8923简述
第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级;
第2部分:已涂覆过的钢材表面局部清除原有涂层后的处理等级;
第3部分:焊缝、边缘和其他区域的表面缺陷的处理等级;
第4部分:与高压水喷射处理有关的初始表面状态、处理等级和闪锈等级。

国际ISO 8501标准简述
ISO 8501由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:
等级部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀
等级部分2:部分去除已有涂装的已涂装钢材的预处理
等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理
等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级
北美SSPC/NACE标准简述
美国钢结构涂装协会SSPC(Steel Structure Painting Council)制订的标准也是在世界上影响广泛的表面处理标准
SSPC-SP COM 表面预处理摘要
SSPC-GUIDE TO VIS 1-89 喷砂处理的钢材表面的目测标准
SSPC-GUIDE TO VIS 2已涂装表面锈蚀程度的标准评价方法
SSPC-GUIDE TO VIS 3动力和手动工具清理钢材表面的目测标准
SSPC-SP 1 溶剂清理
SSPC-SP 2 手动工具清理
SSPC-SP 3 动力工具清理
SSPC-SP 5/NACE 1喷砂清理到金属表面呈彻底的金属光泽
SSPC-SP 6/NACE 3 经济型喷砂清理
SSPc-SP 7/NACE 4 扫砂清理
SSPC-SP 8 酸洗法清理
SSPC-SP 10/NACE 2 喷砂清理到表面呈金属光泽
SSPC-SP 11动力工具除锈至金属表面呈金属光泽
SSPC-AB 1天然矿石与工业废渣磨料
SSPC-TR 1/NACE CG 1994相关热力学方法钢材表面清理的科技报道
- 氧化皮表面及清理
-
碳钢的耐腐蚀性是比较弱的,所以钢结构比较容易腐蚀生成铁锈。根据周围的环境、空气中的有害成分(如酸、盐等)及温度、湿度和通风情况的不同。
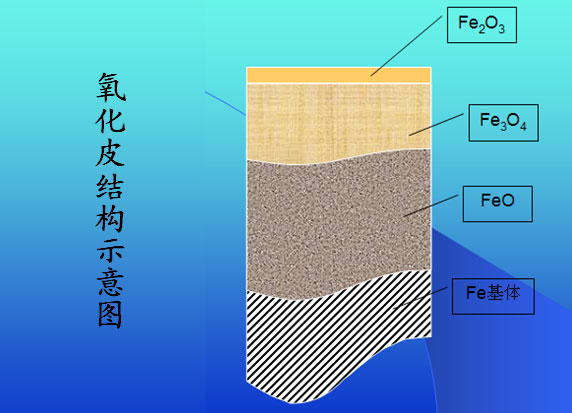
1、铁锈表层是氧化铁,中层是四氧化三铁.紧贴金属表面的是氧化亚铁,最后是一个混合金属氧化物层,为FeO+Fe的联结(最难去除)
2、氧化铁在化学上是稳定的,而氧化亚铁在水和氧的作用下很容易水解成铁的氢氧化物。
3、氧化皮表面看似完整,实际却存在无数缝隙,水解作用和腐蚀就会从缝隙开始,腐蚀产物会引起氧化皮表层的应力,从而引起氧化皮的剥落。
4、温度的变化,机械作用等物理因紊也会使氧化皮翘起或剥落。
5、氧化皮的电极电位比铁本身要正0.15-0.20v,在腐蚀性介质中,要促进铁作为阳极而腐蚀。
因此,涂装前必须彻底清除氧化皮!!
预处理
钢铁表面的预处理,就是在涂装车间底漆之前,经钢材预处理流水线,以抛丸除锈或其它方法清除钢材表面的氧化皮、锈蚀物以及由外部因素造成的污垢灰尘等。 其次,表面预处理还包括在涂装防腐涂料或装饰涂料之前,将已涂过底漆或车间底漆的钢铁表面的浮锈和焊渣、污垢及灰尘等清除干净。
溶剂清洁
当进行溶剂清洁时,应使用专用溶剂。
钢丝刷清理
钢丝刷除锈清理时,一般用风动或电动旋转钢丝刷。这种方法不适用于清除氧化皮等,但适用于浮锈的预处理,处理后的表面若有以下情况,即:表面的锈蚀物没有完全清除;处理过的表面太光滑,焊缝中残留的锈迹以及表面尚有油脂、污垢等,都不利于涂装。若在这种情况下进行涂装, 会降低漆膜的附着力,并影响整个油漆涂装体系的效果, 需要用钢丝刷清理除锈
钢铁表面的预处理,就是在涂装车间底漆之前,经钢材预处理流水线,以抛丸除锈或其它方法清除钢材表面的氧化皮、锈蚀物以及由外部因素造成的污垢灰尘等。 其次,表面预处理还包括在涂装防腐涂料或装饰涂料之前,将已涂过底漆或车间底漆的钢铁表面的浮锈和焊渣、污垢及灰尘等清除干净。
敲铲处理
手工敲铲或动力工具敲铲的除锈方法,通常与钢丝刷除锈方法共同使用。这种方法有时也适用于已有漆膜的钢材表面处理以及其它油漆体系的局部修补涂装。但这种方法不适用于环氧类或氯化橡胶类油漆涂装前的表面预处理。这一方法还可用于铲除较厚的锈蚀层,以便在以后的喷射除锈时可以经济一些。
钢铁表面的预处理,就是在涂装车间底漆之前,经钢材预处理流水线,以抛丸除锈或其它方法清除钢材表面的氧化皮、锈蚀物以及由外部因素造成的污垢灰尘等。 其次,表面预处理还包括在涂装防腐涂料或装饰涂料之前,将已涂过底漆或车间底漆的钢铁表面的浮锈和焊渣、污垢及灰尘等清除干净。
砂轮除锈
砂轮除锈是利用风动或电动旋转的弹性砂轮片打磨钢铁表面来进行除锈的方法,适用于局部除锈和焊缝的处理。这是一种较为有效的除锈方法,可获得比钢丝刷除锈或敲铲除锈更为满意的效果。
- 钢板锈蚀等级
-
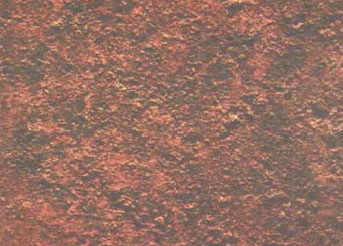
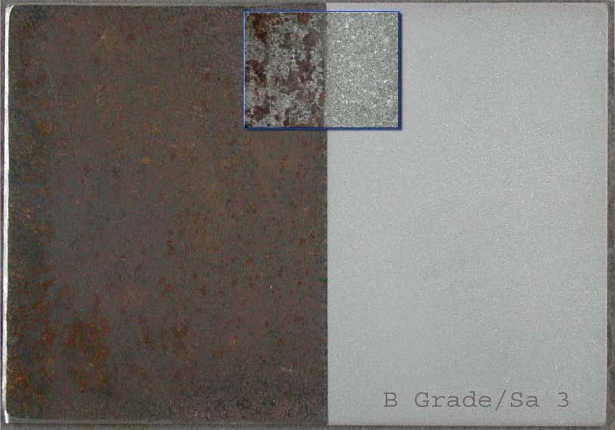
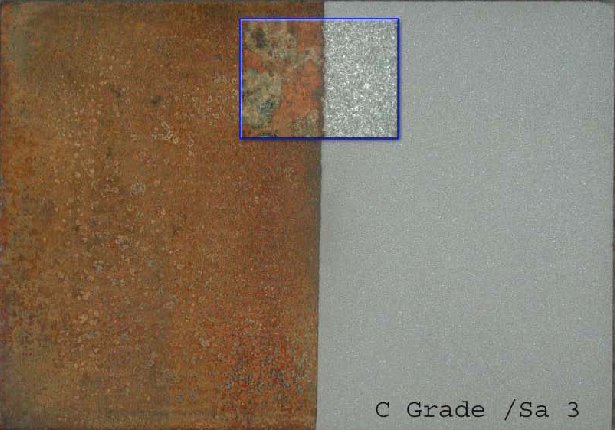
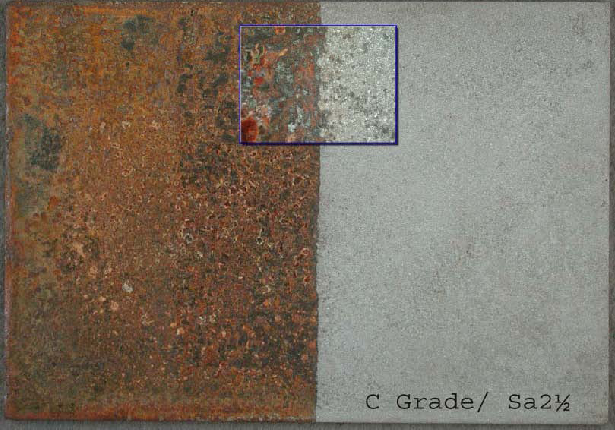
钢板锈蚀等级是指未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度。依据ISO 8501-1:1988将未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。


A级: 大面积覆盖粘着的氧化皮,而几乎没有铁锈的钢材表面 B级: 已开始锈蚀,且氧化皮已开始剥落的钢材表面;
C级:氧化皮已因为锈蚀而剥落或者可以刮除,但在正常视力观察下仅见到少量点蚀的钢材表面! D级:氧化皮已因锈蚀而剥离,在正常视力观察下,已可见普遍发生点蚀的钢材表面 - 手工/动力除锈等级
-
当指定手动工具清洁时,承包商必需保证手动工具清洁符合SSPC SP2 63或与之相当。手工和动力工具,如铲刀,手动或动力钢丝刷,动力弹性砂轮片或砂轮等工具除锈,应首先铲除较厚的锈蚀层并清除油脂和污垢。人工除锈后,钢材表面应清除浮灰和碎屑。其除锈等级有两个,St2和St3。一般用于无氧化皮的钢铁表面。文字表述如下:
St2:彻底的手工和动力工具除锈
在不放大的情况下进行观察时,表面应无可见的油脂和污垢,并且几乎没有附着不牢的氧化皮,铁锈、油漆涂层和异杂物。参见照片 B St2、C St2 和D St2。
St3:非常彻底的手工和动力工具除锈
同 St2,但表面处理要彻底得多,表面应具有金属底材的光泽。



- 喷射除锈等级
-
喷射处理等级对于喷射或抛丸除锈过的钢材表面,有四个除锈等级,其文字表述如下:
等级 描述 Sa1 表示轻度的喷射或抛丸除锈。钢材表面应无可见的油污和污垢,并且没有附着不牢的氧化皮,铁锈和旧油漆涂层等附着的。 Sa2 表示彻底的喷射或抛丸除锈。钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和旧漆涂层等附着物已基本清除。其残留物应是牢固附着的。 Sa2.5 表示彻底的喷射或抛丸除锈。钢材表面应无可见的油脂、污垢、氧化皮、铁锈和漆涂层等附着物。任何残留的痕迹应仅是点状和条状的轻微色斑。 Sa 3 表示使钢材表面洁净的喷射或抛丸除锈。钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属光泽。 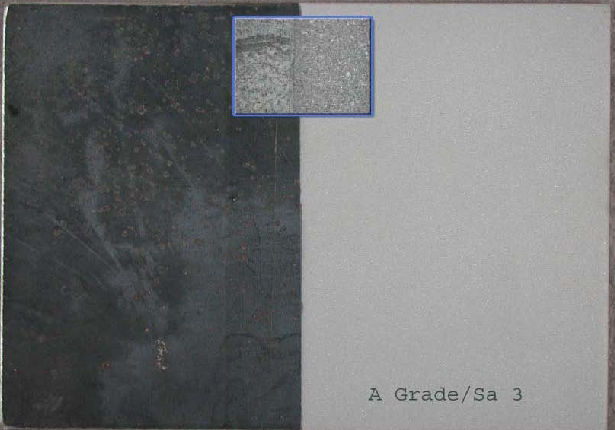


- 常用的表面处理工具
-
高压水枪
高压水枪除锈是一种利用高压水流去除金属表面锈蚀和污染物的清理方法。其原理是通过将水加压至一定的压力后,通过喷嘴喷射出高速水流,利用水流的冲击力和磨蚀作用将锈蚀层、油污、污垢等物质从金属表面清除。高压水枪的喷嘴可调节水流的压力和喷射角度,使其适应不同类型的清理需求。
高压水枪除锈有多个优势。首先,它环保无污染,不需要使用化学清洗剂,避免了对环境和操作人员的危害;其次,清洗过程高效且快速,能够节省大量的人工和时间;第三,水流冲击力强,可以深入表面裂缝和复杂部位,清除较为顽固的锈蚀和污垢;最后,水枪除锈不会对金属表面造成明显的损伤,保留了材料的完整性,适合大面积清洁和长期维护。

干式喷砂机
干式喷砂机除锈利用高速喷射的磨料颗粒对金属表面进行冲击,达到去除锈蚀、油污、旧漆和其他污染物的效果。其原理是通过压缩空气将砂料(如石英砂、钢砂、铝砂等)以极高的速度喷射到金属表面,磨料颗粒与表面接触时产生强烈的摩擦力,从而将锈层或附着物清除。这一过程能够去除表面氧化物,同时粗化金属表面,为后续涂装或防腐处理提供更好的附着力。
干式喷砂机除锈具有多个优势。首先,除锈效果显著且快速,能够处理大面积表面,适用于各种复杂形状的工件;其次,喷砂过程不产生液体废物,避免了环境污染和清理工作;第三,喷砂作业对金属表面不会造成明显的损伤,能够保留其结构完整性;最后,干式喷砂设备操作简便,维护成本较低,是一种高效、经济且环保的除锈方法。

自吸收抛丸机
自吸收抛丸机的除锈原理是通过高速旋转的抛丸器将钢丸或其他磨料颗粒以高速度抛射到金属表面,利用磨料的冲击和摩擦力去除金属表面的锈蚀、氧化物、油污及其他污染物。与传统的喷砂除锈不同,自吸收抛丸机采用自吸式设计,抛丸器通过离心力将磨料吸入设备内部,再通过喷射口均匀地喷射到工件表面。该过程不仅能够彻底清除锈蚀,还能有效改善金属表面的粗糙度,为后续涂装或防腐处理提供良好的附着力。
自吸收抛丸机的优势主要体现在以下几点:首先,除锈效果优秀,能快速清除表面污染物,适应各种形状和尺寸的工件;其次,作业过程中产生的噪音较低,且无尘,符合环保要求;第三,设备的自动化程度较高,能够大幅度提高生产效率,减少人工操作;最后,磨料回收系统高效,降低了磨料的消耗,降低了使用成本,是一种经济、环保、且高效的除锈设备。

砂轮机
砂轮机除锈利用高速旋转的砂轮进行机械磨削,通过砂轮与金属表面摩擦产生的切削作用,去除锈蚀、氧化层、油污和其他附着物。砂轮的表面通常由硬质的磨料颗粒构成,能够在高速旋转时提供足够的切削力,去除表面不平整的锈蚀层或老化漆层。砂轮机除锈适用于较小、精细的工件,尤其是需要局部处理或难以通过其他方法清理的区域。
砂轮机除锈的优势包括:首先,除锈效率高,尤其适合处理较小面积或精密部位的金属表面;其次,操作简便,技术要求较低,且设备成本较为经济;第三,砂轮机可以调节磨削力度和速度,适应不同的除锈需求;最后,砂轮机对金属表面产生的磨削效果较为精细,能在不损伤材料结构的情况下完成除锈任务,保证了表面质量和后续加工的可行性。

-